
为了提高不锈钢表面的质量和美观,很多客户要求对不锈钢表面进行磨砂处理。
哑光也叫拉丝。 表面处理完成后,不锈钢表面会形成丝滑的纹理。 如果是的话,你就不会感觉到表面的凹凸不平。
拉丝不锈钢比未经表面处理的不锈钢更耐磨,看起来更高档,并且可以延长使用寿命。

不过大家一定不知道拉丝工艺的具体流程,下面就让我来详细介绍一下。
磨削加工有两种不同的加工方法。 一种是手工打磨。 这种加工方法对工人的技术经验和控制力要求较高。 如果技术不到位,地丝就会变得粗细不一,这会对整体美观造成一定的影响。
手工磨砂(拉丝)
另一种是使用机器绘图,因为工作是由机器自动完成的,所以可以更好地掌握绘图的深度和厚度,而且速度也相对更快。
机磨砂(拉丝)
所以现在中兴一德不锈钢加工厂都选择这种加工方式进行加工,但是如果客户指定手工打磨,中兴一德不锈钢加工厂可以满足。
磨砂的分类
干磨:用砂带直接在不锈钢带上进行抛光,不添加任何研磨液或其他润滑剂。
湿磨:打磨过程中必须喷洒磨料液。 湿法磨砂分为水磨和油磨。
板材磨削:将不锈钢卷材切割成一定尺寸的平板,然后对平板进行单独磨削。 有干式和湿式两种。
轧辊铣削:磨削整个轧辊,通常是湿磨。

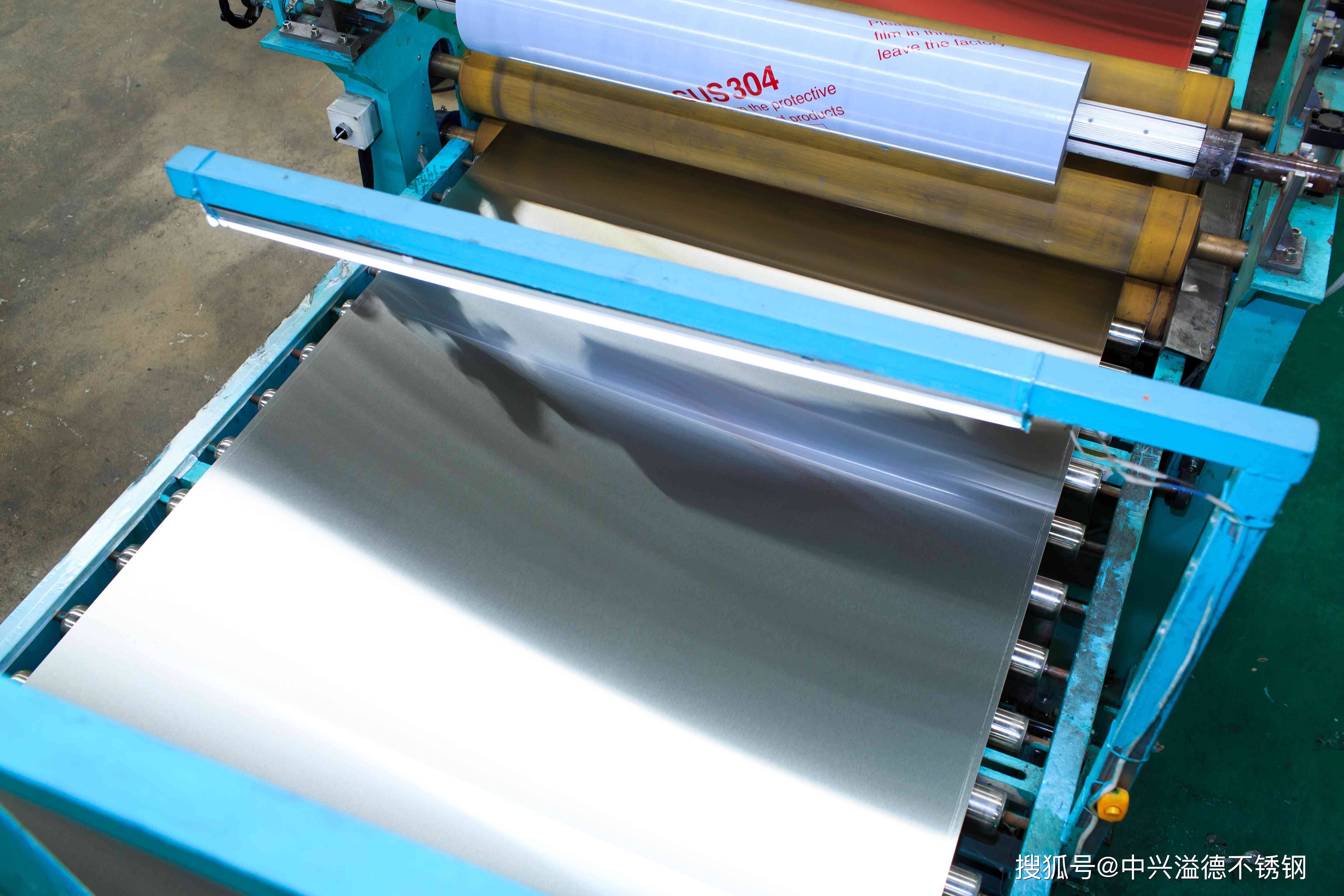
中兴亿德不锈钢加工厂卷油厂生产线
磨砂(拉丝)工艺主要工序:放卷、雪磨机、拉丝、清洗烘干机、收卷。
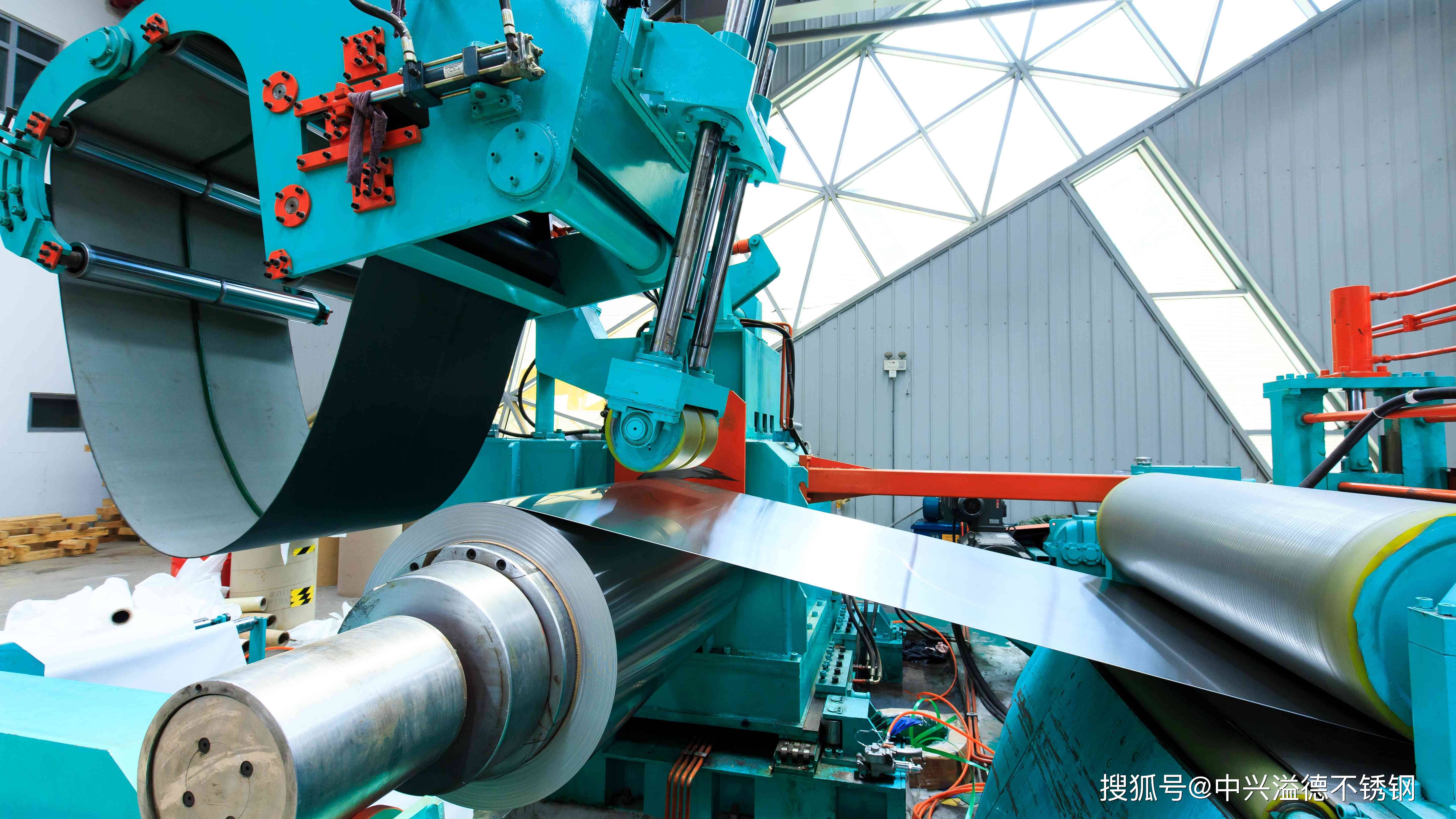
放松

拉丝
张力辊和接触辊可通过软件精确控制向上和向下运动,为砂带提供合适的张力,为不锈钢带提供合适的向下力。 水平导辊为钢带提供向上支撑,同时避免不锈钢带因磨削而变形。
砂带张力太小,容易打滑,太大,会影响砂带的寿命。 接触辊对不锈钢带的压力越大,切削力就越大,否则太大会降低研磨效果。
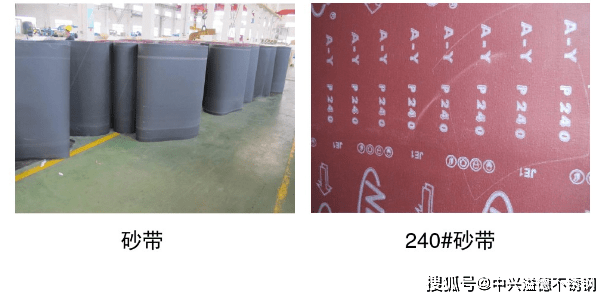
砂带号数的选择
1、砂带根据磨料颗粒的大小分为多种型号。
80#~220#为粗粒,240#以上为细粒。 实际生产中使用的砂带有120#、150#、180#、240#、320#、400#等。 其中以180#、240#、320#应用最为广泛。
2、磨料号数越大,粒度越小,切削量越小。
因此,在具有多个磨头的砂光机中,前磨头使用的砂带数量较多,切削能力较大,易于去除钢带表面的毛刺、锈迹、油污等。 后期使用少量砂带,切割量小,但可以获得更精细、更均匀的表面效果。
3、砂带粒度随磨削时间增加,磨料磨损,数量变大。 例如80#砂带使用一段时间后效果与100#或120#相当。 实际生产中,常常将前磨头上使用了一段时间的砂带放到后磨头上继续使用。
拉丝砂带选择原则
拉丝用砂带没有固定数量。 要达到拉丝效果,先磨雪花砂,再拉丝。 这样比较美观,但成本较高。 但有些客户也要求直接拉丝。 总之,砂带的选择主要是根据客户的需求。
磨削液的作用
1、瞬间带走掉落的磨料和磨屑,保证良好的磨削效果;
2、冷却,避免不锈钢带烧伤和磨裂。
注:磨削过程中会产生大量的热量,但不锈钢的导热性较差(不锈钢的导热性较低,仅为45钢的1/3至1/4)。 磨削液可以瞬间冷却不锈钢带,避免因磨削而损坏。 磨削的瞬间高温会导致烧伤和磨削裂纹。
因此,与干磨相比,湿磨由于磨削时磨削液的作用,比干磨具有更好的磨削效果。
洗烘一体机
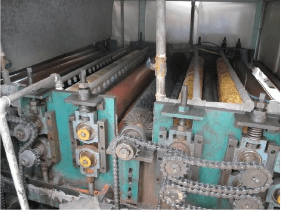
清洗烘干机内部图
1、清洗干燥机的作用是清除钢带上残留的掉落磨料、磨屑、磨削油等异物并干燥。
2、清洗阶段,不锈钢带与刷辊接触,分别用冷水、热水清洗去除异物。 烘干机通过电热丝加热,风机抽送热风进行烘干。
绕线
磨砂(拉丝)工艺的主要过程到这里就结束了。 中兴亿德不锈钢加工厂可做长拉丝、短拉丝、粗砂拉丝、细砂拉丝、十字纹拉丝、随机图案拉丝、原色拉丝、彩色拉丝、拉丝。 直纹、拉丝乱纹(并纹)、拉丝波纹、拉丝螺纹等。
如果需要磨砂(拉丝),可以找中兴亿德不锈钢加工厂。
以上信息来源于网络,中兴亿德不锈钢整理。
 微信扫一扫打赏
微信扫一扫打赏
 支付宝扫一扫打赏
支付宝扫一扫打赏


